اترك رسالة
إذا كانت لديك أسئلة أو اقتراحات ، فالرجاء ترك لنا رسالة ، وسنرد عليك في أقرب وقت ممكن!


ما هو قطع الأسلاك؟
مبدأ قطع الأسلاك: باستخدام تحريك الأسلاك المعدنية الدقيقة (سلك الموليبدينوم) كأقطاب كهربائية ، يتم تشكيل قطعة العمل عن طريق قطع التفريغ النبضي
باستخدام سلك الموليدينوم الدقيق كقطب كهربائي لأداة القطع ، تتسبب أسطوانة تخزين الأسلاك في تحريك سلك الموليبدينوم للأمام وللخلف بالتناوب ، ويتم توفير طاقة المعالجة عن طريق مزود الطاقة النبضي. صب وسط سائل العمل بين سلك القطب وقطعة الشغل. تقوم طاولة العمل بتحريك تغذية المؤازرة وفقًا لفجوة Spark وفقًا لبرنامج التحكم المحدد مسبقًا في اتجاهي إحداثيات المستوى الأفقي ، وذلك لتجميع مسارات المنحنيات المختلفة وتقطيع قطعة العمل إلى شكل
تصنيف قطع الأسلاك:
---- سريع قطع الأسلاك ، السرعة 6-12 مم / ثانية
---- قطع الأسلاك المتوسطة وتحويل التردد ووظائف القطع المتعددة على أساس قطع الأسلاك بسرعة
---- قطع الأسلاك بطيئة وعالية الدقة ، السرعة 0.2 مم / ثانية
| بعض ميزات كل قطعة سلك | ||||
| سرعة | دقة | تسامح | خشونة السطح | |
| قطع الأسلاك بسرعة | أسرع | أدنى | +/- 0.01 مم |  |
| قطع الأسلاك المتوسطة | واسطة | واسطة | +/- 0.005 مم |  |
| قطع الأسلاك بطيئة ودقيقة | أبطأ | الأعلى | +/- 0.002 مم |  |

⇒ خصائص تقنية قطع الأسلاك
-قادرة على تجهيز الموصل ومواد أشباه الموصلات بصلابة عالية وقوة عالية وهشاشة عالية وصلابة عالية
- عملية الثقوب الصغيرة غير المنتظمة والفجوات الضيقة والأجزاء المعقدة الشكل
- سطح قطعة العمل أقل تأثرًا بالحرارة المناسبة لمعالجة المواد الحساسة للحرارة ؛ دقة المعالجة عالية بسبب تركيز طاقة النبض في نطاق صغير جدًا
- لا يتصل سلك القطب مباشرة بقطعة الشغل ولا يحتوي على قوة قطع ميكروسكوبية ، وهو أمر مفيد لمعالجة قطع العمل ذات الصلابة المنخفضة
- بسبب التماس الضيق المتولد أثناء المعالجة ، فإن المقدار الفعلي لتآكل المعدن صغير جدًا ، ومعدل استخدام المواد مرتفع

نطاق معالجة تكنولوجيا قطع الأسلاك
- تصنيع قوالب الختم ، بما في ذلك معالجة قوالب التثقيب الكبيرة والمتوسطة والصغيرة ، مثل القوالب المحدبة والقوالب المقعرة والألواح الثابتة وألواح التفريغ
- معالجة قوالب التجويف العائلي ، قوالب تعدين المساحيق ، قوالب الثني ، قوالب سحب الأسلاك .
- معالجة القوالب وأدوات الصياغة
- معالجة الثقوب غير المنتظمة الدقيقة والفجوات الضيقة والأجزاء المعقدة الشكل ، مثل الثقوب الدقيقة والفجوات الضيقة في مغازل الفتحات غير المنتظمة والمكونات النفاثة وأجهزة الليزر والأجهزة الإلكترونية
- معالجة مختلف المواد الخاصة والأجزاء الهيكلية ، مثل الأجهزة الإلكترونية ، والأدوات ، والمحركات الكهربائية ، والساعات ، وكذلك التروس ، وأجهزة الغلاف الرقيق
- قطع المواد الموصلة المختلفة ، وخاصة المعادن النادرة والثمينة ؛ قطع الأجزاء الهيكلية الخاصة المختلفة
بعض أسباب التأثير على خشونة السطح لقطع الأسلاك
تشمل العوامل التي تؤثر بشكل مباشر على خشونة السطح لقطع الأسلاك بشكل أساسي عوامل سلك القطب وعوامل المعلمات الكهربائية والعوامل الميكانيكية وعوامل قطع الشغل:
⇒ تأثير عوامل الأسلاك الكهربائية
-سرعة السلك: سرعة السلك لقطع الأسلاك بسرعة 9-11 م / ث. إذا كانت السرعة عالية جدًا ، فستؤثر على سلاسة تشغيل سلك الموليبدينوم. لضمان جودة سطح المعالجة ، يجب تقليل سرعة السلك قدر الإمكان
- طول سلك الموليبدينوم: في ظل ظروف المعالجة المستمرة ، يمكن أن تؤدي زيادة طول العمل الفعال للسلك إلى تقليل عدد عمليات تبديل سلك الموليدينوم ، وتقليل اهتزاز السلك ، وتعزيز استقرار عملية المعالجة وتحسين جودة سطح السلك. يعالج
- شد سلك الموليبدينوم: تفريغ قطع السلك 0.01 مم ، إذا كان السلك فضفاضًا جدًا ولا يمكنه ضمان فجوة تفريغ مستقرة أثناء التشغيل ، فسوف يتسبب ذلك في معالجة غير مستقرة وضعف خشونة سطح قطعة العمل. قبل المعالجة ، تحقق مما إذا كان إحكام سلك الموليبدينوم مناسبًا. إذا كان مرتخيًا جدًا ، أحكم ربط السلك.
⇒ تأثير عوامل المعلمات الكهربائية
-اختيار المعلمات الكهربائية مثل عرض النبضة وتيار ذروة المعالجة: مصدر الطاقة المستخدم في معالجة التفريغ هو مصدر طاقة نبضي وهو عامل مهم يؤثر على خشونة سطح الماكينة. تزداد قيمة خشونة السطح مع زيادة ذروة المعالجة الحالية وعرض النبضة وفاصل النبض. أثناء المعالجة ، يجب اختيار المعلمات الكهربائية بشكل معقول بناءً على حالة المعالجة.
- معدل تغذية قطعة العمل: أثناء معالجة التفريغ ، إذا تم تعديل معدل التغذية بسرعة كبيرة أو بطيئة جدًا ، فقد يتسبب ذلك في حدوث دوائر قصيرة متكررة أو دوائر مفتوحة ، مما يجعل المعالجة غير مستقرة ويسبب خطوطًا غير مستقرة أو تآكل السطح على سطح قطعة العمل.
⇒ تأثير العوامل الميكانيكية
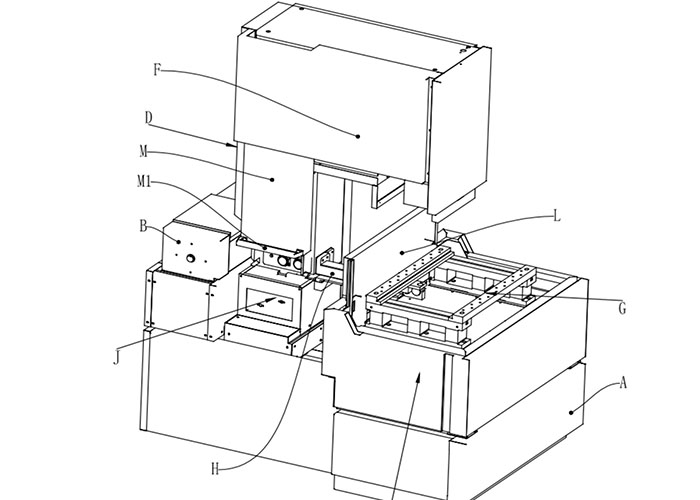
- دقة تحديد المواقع وحساسيتها لمنضدة العمل: يتم تحقيق حركة طاولة العمل الخاصة بأداة آلة قطع الأسلاك من خلال زوج صامولة لولبية. لضمان دقة تحديد الموقع وحساسية طاولة العمل ، من الضروري إزالة الفجوة بين برغي ناقل الحركة والجوز.
-حالة الجودة للكتل الموصلة وعجلات التوجيه: يمكن أن تتسبب الجودة الرديئة أو التآكل الشديد للكتل الموصلة وعجلات التوجيه أيضًا في اهتزاز أسلاك الإلكترود ويكون السطح المُشغل بالآلات عرضة لإنتاج خطوط ، مما يتسبب في انخفاض خشونة سطح قطعة العمل.
- حاول تقليل المسافة بين الرفوف السلكية قدر الإمكان: إذا كان الامتداد كبيرًا جدًا ، فإن سلك الموليبدينوم يعمل بشكل غير مستقر ويكون سطح قطعة العمل خشنًا ؛ أظهرت التجربة أن المسافة من السطح العلوي لقطعة العمل إلى لوحة رش الماء مستقرة نسبيًا في نطاق 15-30 مم أثناء المعالجة.
- سائل قطع الأسلاك: سائل العمل لديه وظائف العزل والتبريد والتنظيف. إذا تم استخدامه لفترة طويلة ، فستفشل وظيفة مائع العمل المتسخ ، مما يؤثر على استقرار المعالجة. تتراوح مدة خدمة مائع العمل بشكل عام من 80 إلى 100 ساعة ، وإذا تجاوز الحد الزمني ، فيجب استبداله.
⇒ تأثير مادة الشغل
-سماكة قطعة العمل: إذا كانت قطعة العمل رقيقة جدًا ، فإن سلك الإلكترود يكون عرضة للاهتزاز. قطعة العمل سميكة جدًا ويصعب إزالة الرقائق ، مما قد يتسبب في ضعف خشونة السطح لقطعة العمل ، وقد أظهرت التجارب أن عملية التفريغ مستقرة نسبيًا في نطاق سماكة قطعة العمل بين 20 و 100 مم.
 شبكة IPv6 مدعومة
شبكة IPv6 مدعومة
 العربية
العربية English
English Deutsch
Deutsch русский
русский





